服务热线:0519-80897318
服务热线:0519-80897318

咨 询 电 话:0519-80897318
传 真:0519-87330017
网 址: www.lyqfjx.cn
公 司 地 址:江苏省溧阳市溧城镇城北工业新区吴潭渡路16号
分析煤基燃料乙醇技术进展及前景 |
1乙醇基本性质 乙醇又名酒精,化学式:CH3CH2OH。乙醇是无色、透明、易挥发和易燃烧的液体,具有酒的气味和刺激性辛辣味,能跟水以任意比互溶,可与乙酸、丙酮、苯、四氯化碳、氯仿、乙醚、乙二醇、甘油和甲苯等溶剂混溶。有吸湿性,与水形成共沸物,能溶解许多有机化合物和若干无机化合物。其蒸汽与空气混合能形成爆炸混合物。工业酒精含乙醇约95%,含乙醇达99.5%以上的酒精称为无水乙醇,也称为燃料乙醇。 2燃料乙醇优点及应用前景 2.1燃料乙醇优点 2.1.1提高燃油品质 燃料乙醇按一定比例将添加至汽油后称为乙醇汽油,乙醇汽油中的乙醇既是一种能源,又是一种性能优良的汽油品质改良剂。 首先,乙醇作为“绿色”增氧剂,可完全替代汽油中抗爆剂(MTBE)使用。乙醇按10%的比例混配入汽油中,可使氧含量达到3.5%,助燃效果好,使汽油燃烧更充分,提高燃烧效率。另外由于乙醇中的辛烷值(RON)指数可达111个单位,按10%的比例混配入汽油中,可使汽油辛烷值提高2~3单位,提高汽油抗爆性。 2.1.2降低尾气有害排放 众所周知汽车尾气对环境不友好,现已成为一种严重的环境污染源。乙醇汽油由于燃烧充分,可使汽车有害尾气排放总量降低33%以上。 根据中国汽车研究中心于2001年所做的车用乙醇汽油8万公里行车试验检测数据表明:尾气排放中CO排放明显降低,最大降低率达55%,算术平均降低率30.8%,碳氢化合物算术平均降低率为13.4%。 2.1.3燃烧充分、减少积炭 车用乙醇汽油由于燃烧彻底,解决了普通汽油燃烧不完全所形成的炭粒积聚现象,能有效地预防和消除发动机燃烧室、气门、火花塞、排气管、消声器等部位积炭的产生,避免了因积炭形成而引起的故障,延长了发动机使用寿命。 2.2燃料乙醇应用前景 改性燃料乙醇做汽油改良剂和替代品使用: (1)根据美国科研机构研究结论MTBE因其降解性差,对地下水资源有潜在污染风险,美国加州、纽约州和康涅狄格州等州于2004年前已立法禁止汽油添加MTBE,改为添加燃料乙醇。燃料乙醇可代替MTBE作为汽油的改良剂。2014年国内MTBE表观消费量为664万吨,按年均增加3.5%计算,2016年国内MTBE表观消费量约711万吨,作为MTBE替代品潜在市场约700万吨。 (2)燃料乙醇混入汽油中成为乙醇汽油,2016年国内汽油表观消费量约1.2亿吨,以每吨加入10%燃料乙醇(发改委推广为乙醇加10%)计,2016年全国市场燃料乙醇理论需求量应为1200多万吨。 3燃料乙醇生产工艺技术路线 3.1生物质制乙醇技术 生物质制乙醇技术由最初提倡消化陈粮(以玉米、小麦等陈粮为原料生产乙醇)的第1代技术发展至以木薯为原料的第1.5代技术,目前已发展至以纤维素(秸秆、玉米芯等)为原料的第2代技术。 工艺路线如图1。
以生物质制乙醇,以玉米为主要原料,吨乙醇消耗玉米3.2吨,蒸汽消耗4.96吨,电耗489.3kW·h。以目前玉米价格1760元/吨计,玉米制乙醇物耗成本约6620元/吨。 以干木薯为主要原料,吨乙醇消耗木薯2.9吨,蒸汽消耗4.5吨,电耗417.1kW·h。以目前干木薯价格1850元/吨计,木薯制乙醇物耗成本约6248元/吨。以秸秆等纤维素为主要原料,吨乙醇消耗约7.0吨,蒸汽消耗6.6吨,电耗581.5kW·h。以目前秸秆价格650元/吨计,纤维素制乙醇物耗成本约5830元/吨。 3.2煤制乙醇技术 目前已建成中试装置或已工业化煤制乙醇技术路线有四条: (1)合成气微生物发酵法; (2)醋酸直接加氢法; (3)醋酸酯化加氢法; 3.2.1煤制合成气微生物发酵法制乙醇 该工艺技术原理为煤制合成气中的有效气体CO、H2通过微生物发酵转化为乙醇混合溶液,首先通过膜分离将乙醇混合溶液中微生物分离回收利用,乙醇混合溶液再经分离浓缩得到无水乙醇。 该技术国内示范装置为上海宝钢与新西兰朗泽新能源有限公司合建乙醇示范工厂,该工厂乙醇产能300吨/年,于2012年3月正式投入运行,基本实现一系列关键指标。该微生物气体发酵制乙醇技术通过了国家发改委专家组的技术评审。该技术存在以下不足: (1)发酵液的乙醇浓度较低,乙醇的提纯过程将消耗能量高; (2)因发酵需要有周期性,导致难连续化生产; (3)受生物技术限制选择性低,乙醇溶液中杂质多分离困难,产品成本高。 3.2.2醋酸直接加氢技术 该工艺技术以塞拉尼斯(TCX技术)为代表,上海景浦化工建有中试装置,塞拉尼斯在南京已有规模20万吨/年装置。 工艺路线如图2。
该技术生产一吨乙醇需消耗1.345吨醋酸,1018Nm3氢气,产391千克水。 公用工程介质吨产品单耗为:冷却水106吨,电90kW·h,燃料煤0.31吨,仪表空气25Nm3。醋酸成本3000元/吨,氢气1.2元/Nm3计,吨乙醇物耗成本5698元。 3.2.3醋酸酯化加氢技术 该技术以西南化工研究院为代表,已经过小试、中试试验,西南化工研究院与河南顺达化工科技有限公司签订“20万吨酯化加氢制乙醇”合作协议,装置已于2016年6月投产。 工艺路线如图3。
该技术可得到乙醇、乙酯两种产品,两种产品的比例可进行调整。产品为乙醇时,吨乙醇醋酸耗量1.36吨,氢气1025Nm3;产品为乙酯时,吨乙酯醋酸耗量1.37吨,氢气10Nm3。公用介质吨乙醇消耗情况为:蒸汽3.6吨,电160kW·h,循环水350吨,冷冻水12吨,仪表空气20Nm3,氮气5Nm3。醋酸成本3000元/吨,氢气1.2元/Nm3计,吨乙醇物耗成本6031元。 3.2.4合成气、甲醇经二甲醚羰基化加氢还原制乙醇技术 该技术以大连化物所为代表,大连化物所与陕西兴化集团公司合作规模为10万吨/年装置已投产,规模为20万吨/年与50万吨/年工艺包已编制完成。 工艺路线如图4。
该技术产品为乙醇,副产品为重组分量约1%。该技术吨乙醇消耗甲醇0.7吨,合成气(CO/H2为2:1)1462Nm3。公用介质吨乙醇消耗情况为:蒸汽3.2吨,电520kW·h,循环水400吨,冷冻水56吨,仪表空气20Nm3,氮气4Nm3。以甲醇成本2500元/吨,合成气1.2元/Nm3计,吨乙醇物耗成本约4310元。 4燃料乙醇行业现状 4.1国内燃料乙醇行业状况 4.1.1国内生物质制燃料乙醇企业分布情况 2016年,国内燃料乙醇产量约210万吨,进口量55万吨,使用量约265万吨,理论使用量约320万吨(封闭推广6省按E10标准理论使用量)。生物基燃料乙醇生产企业主要分布在广西、黑龙江、吉林、河南、安徽、山东、内蒙七省市自治区。国内生物制燃料乙醇生产企业共计12家,规模已达218.8万吨/年。具体情况详见表1。
4.1.2国内生物质生产燃料乙醇市场份额 截止2016年底,国内共有7家燃料乙醇定点生产企业,其中中粮旗下3家:中粮肇东、中粮安徽、中粮广西,三家燃料乙醇市场份额为49.05%,吉林燃料所占市场份额为28.3%,河南天冠为14.15%,中兴能源占4.72%,山东龙力占2.36%,国能生物占1.42%。
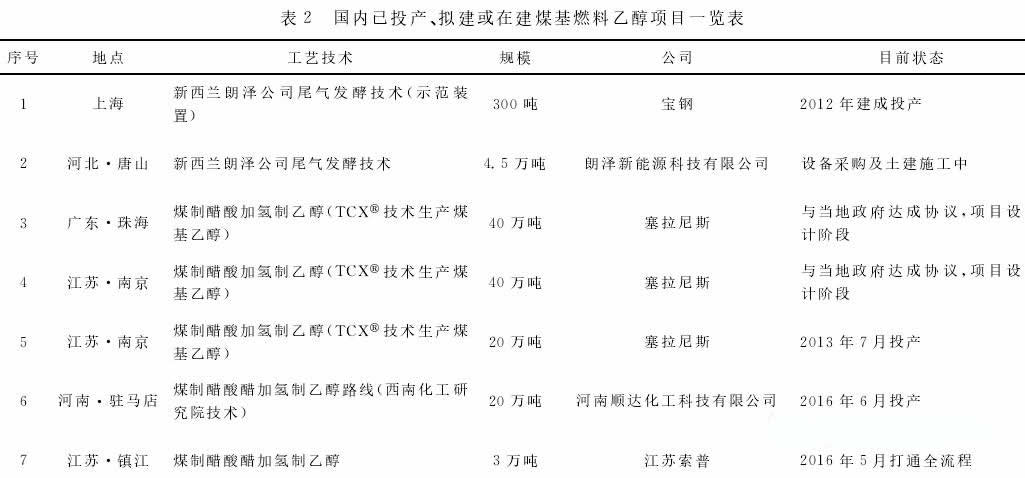
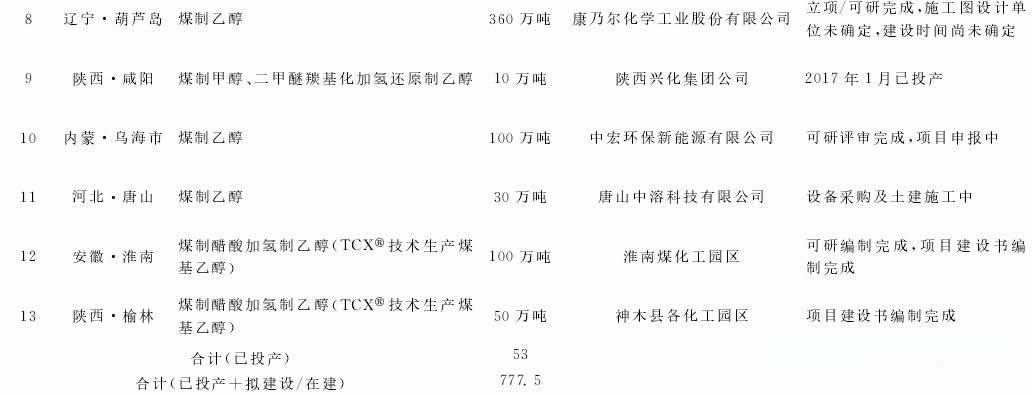
4.1.3煤基燃料乙醇现状 国内已投产煤基燃料乙醇装置产能为53万吨,拟建或在建煤基燃料乙醇装置能力约724.5万吨,预计2022年煤基燃料乙醇产能将达到650万吨。国内已投产、拟建或在建煤基燃料乙醇项目详见表2。
4.2国际燃料乙醇行业状况 美国是世界上最大的乙醇汽油生产和消费国。目前美国已经有50个州在推广使用乙醇汽油。美国燃料乙醇的生产量和消费量逐年上升,2015年产量达4422万吨,占全世界产量的58%。全美玉米产量的40%都用来生产燃料乙醇。 巴西则发展以甘蔗为原料的燃料乙醇,2015年产量达1980万吨,占全世界产量的26%,巴西约40%的汽车使用纯乙醇取代汽油,成为世界上第一个不销售纯汽油的国家。欧盟也是重要的乙醇汽油生产区和消费区,乙醇汽油消费量由2002年的0吨迅猛提升至2015年的约450万吨,占全世界产量的6%。推广消费乙醇汽油为E5~E8标准。
5、燃料乙醇行业发展趋势及展望 5.1国内燃料乙醇行业发展趋势 5.1.1生物制燃料乙醇路线 2016年,国家“十三五”规划,生物质能源发展目标是燃料乙醇规模达400万吨。在国家大力推行清洁能源的背景下,非粮食法生产燃料乙醇行业发展趋势良好。 5.1.2醋酸加氢制乙醇路线 2014年,全求醋酸产量约1108万吨,装置开工率60%,中国产量约626万吨,装置开工率78%。我国醋酸行业产能已大量过剩,产品经济效益差,同时醋酸下游产品需求增长缓慢,因此很多醋酸装置开发醋酸加氢制燃料乙醇,消化过剩产能。 5.1.3合成气、甲醇经二甲醚羰基化加氢制乙醇路线 该工艺技术已建有10万吨的工业装置,在产品成本上均低于生物制乙醇技术和醋酸加氢制乙醇,生物法制乙醇产生大量废水和废渣环保压力较大,醋酸加氢制乙醇由于存在酸腐蚀的风险,因此对设备要求较高,设备投入和维护成本较高。 综合比较,合成气、甲醇经二甲醚羰基化制乙醇路线发展潜力巨大。但该技术同时也受到合成气直接合成乙醇技术的潜在竞争。 5.2煤制燃料乙醇展望 燃料乙醇作为汽油的改良剂和可再生替代品,在石油资源日渐匮乏、环保问题日益严峻的趋势下成为世界性的发展方向,随着汽车保有量的快速增加,其生产规模迅速扩大的趋势已势不可挡。第一代燃料乙醇因“与民争粮”而备受争议,未来以木薯、甜菜、高粱及秸杆、木质纤维素为原料的第二代燃料乙醇技术将成为生物发酵制乙醇主发展方向。 煤基合成燃料乙醇技术已成功地工业化应用,将有效弥补石油资源不足、缓解燃料乙醇对粮食的依赖,为世界能源安全和粮食安全提供有力保障。煤基合成燃料乙醇路线与生物制燃料乙醇路线相比较,成本上和环保上具有很强的竞争优势。 随着能源结构的不断变化,可燃冰等新能源的开采技术的进步和新能源汽车的大力推进,燃料乙醇发展空间也将受到一定的挤压。在目前的原料结构形式下,大力推进煤制乙醇工业化技术,有利于降低成本和改善环境。 |